Fonte à la cire perdue

Sommaire
1. Introduction
Cela faisait longtemps que je souhaitais me mettre à la joaillerie amateur. Après un piteux essai cet été, je m'y suis remis -partiel étant, je m'y met a fond... ça aurait pu être la vaisselle de ma cuisine ou la litière du chat, mais non- en reprenant à la base, avec un investissement matériel contrôlé et comme toujours, dans l'idée de la débrouille !
Certains, puristes ou non, rirons de ma technique naissante, de mon matériel détourné, de ma bêtise, mais ma priorité est de faire des conneries sans moyen, pour exceller lorsque j'en aurai !
Mon histoire de l'été 2012
Comme à chaque fois où une idée me traverse la tête, je vise la lune sans base et sans idée. J'ai donc piqué dans l'atelier du daron des morceaux de cuivre et de laiton -chute de tournage-, ai acheté une brique réfractaire à l'alumine chez Brico Depot que j'ai tronçonné pour faire un pseudo creuset, et ai fondu consécutivement ces débris au chalumeau Gaz-O2.
J'ai donc en premier temps rencontré de gros problèmes de métallurgie !
- Fondre 100g de métaux à point de fusion >1000°C c'est stupide sans four ou chalumeau Oxe-acetylènique
- Les métaux tout usage, sales, oxydés nécessitent un petit travail en plus
- Les métaux ne sont pas tous copains
1) Un chalumeau possède une température élevée, certes, dans mon cas c'était ~3000°C, dixit l'étiquette. Mais le débit de gaz définit aussi la capacité énergétique. Si fondre un fil de cuivre se fait facilement avec une lampe à souder, un creuset qui contient plein de métal est très dur à entretenir. L’expérience m'a couté une bouteille d'oxygène pour une fonte.
2) Le métal sale, fond très difficilement de façon uniforme ! J'ai donc, à tout hasard, acheté une poudre décapante pour apport laiton (tout métaux), sans doute un réducteur puissant (borax ?). Son simple apport sur le métal à fondre facilite énormément le travail ! Une vrai poudre miracle !
3) Ayant essayé divers métaux dans le même creuset (lui-même, pas inerte à ces températures), j'ai soit réussi à souder le métal au creuset, soit sorti des métaux pourris, friables et cassants. Ainsi, pour l'exemple :
- Cuivre + Etain : OK (Bronze)
- Cuivre + Zinc : OK (Laiton)
- Cuivre + Zinc + Etain (même en trace!) : CACA (vraiment du caca...)
Pour ainsi dire, j'ai fait mes premières dents pour cher... ~40¤ de budget consommable (oxy, creuset de fortune, plâtre, cire).
Mes uniques pièces de sorties furent une pyramide de bronze tronquée de 6-7mm et un anneau en laiton digne d'un paraplégique du néolithique...
2. Réalisation d'un moule
La technique de la fonte à la cire perdu implique 2 points :
- Unicité : la pièce en cire, sculptée ou moulée est unique et sera la seule qui définira le moule et donc la pièce de métallurgie.
- Absence de limite : de ce fait, il n'y a aucune limite de forme, de détails ...etc, tout est dans la conception de l'objet et dans l'intelligence de réalisation du moule.
Certains se sont peut-être déjà intéressé au moulage et reproduction de figurine, il y a, entre ces deux techniques, des similitudes et des différences. La fonte à la cire perdue n'implique aucun plan de joins puisqu'il n'y en a pas : pas de fuite, ni d'air, ni de métal. Ainsi, même si sur les moules "standards" on réalise des évents afin de permettre à l'air de fuir pour laisser place au métal, il y a ici une TRÈS grosse importance de conception puisque aucun plan de joins imparfait ne sera là pour laisser l'air s'échapper. Nous allons voir au cours de ce chapitre des bases de mes observations.
Je profite pour dire que je suis intéressé si un initié lit ces lignes, pour me reprendre et me donner des conseils.
Liste du matériel :
- De la cire à sculpter. La dureté ne tient qu'à votre choix. Personnellement j'ai pris de la rouge en suivant des conseils de sculpteurs. Il se trouve qu'elle est trop molle pour permettre des réalisations de petites tailles avec des aspects géométriques : mes bagues "fines" ne le sont pas et malgré ça, sont très dures à travailler car se tordent sans cesse.
- Du matériel de sculpture. J’insiste ! Moi je n'en ai pas et j'en chie. Sinon comme moi, un scalpel et un fer à souder bricolé.
- Du plâtre. Pour l'instant j'ai du plâtre de moulage et il a tenu, même sur du cuivre (> 1100°C), le tout est d'éviter les chocs thermiques.
- Un four. Brave four de cuisine, il me suffit pour m'en sortir, mais rajoutant une étape avant la coulée ...
2.1 Principes généraux
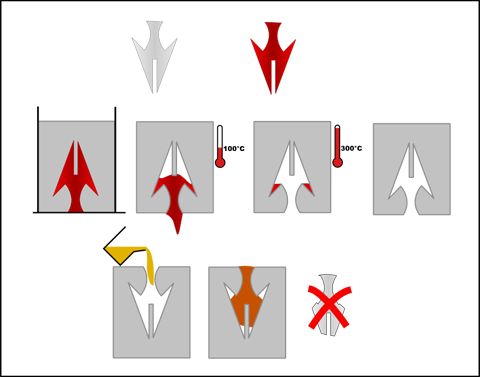
Ici, on souhaite réaliser une pointe de flèche type fantastique, le métal importe peu.
>On réalise tout d'abord notre pointe dans la cire, telle qu'on la souhaite.
>Quelqu'un qui ne se serait pas renseigné ou qui n'aurait pas réfléchi à ça avant, va réaliser son moule comme ci dessus : l'objet en cire va être directement placé en surface, parce qu'en physique sentimental (ou pour un joueur de WoW), le métal c'est comme de l'eau et va bien se placer : Erreur !
On continue donc dans cette bêtise pour expliquer un peu l'utilité des évents et de la masselotte de fonte.
>Après avoir coulé le plâtre autours de notre cire, on va la mettre à fondre à environs 100°C au four (dépend des cires et de leur point de fusion), elle va se vider. Manque de pot ! la gravité fait que la cire ne va pas pouvoir couler des éperons de la flèche et va donc rester. Ici c'est un problème qui sera évité facilement en réalisant mieux le moule, mais qui existe forcément de manière ponctuelle. Hors la cire DOIT être éliminée, car avec un métal en fusion, la cire ne coulera pas, elle sera vaporisée et fera des bulles voir éclatera le moule.
>Afin d'éviter ça et après avoir fondu la majorité de la cire à 100°C, on va passer le moule à 300°C (encore une fois, dépend des cires) afin de bruler ce qu'il en reste.
A cette étape on se retrouve donc avec un moule qui à l'exacte empreinte de notre objet. Tout parait bien ?! Erreur ! Il faut penser à ce qu'il va se passer lors de la coulée.
Le métal, même fondu, ne sera jamais liquide comme de l'eau... il aura une forte tension de surface : il va donc se placer dans le moule, mais ne laissera pas passer l'air accumulé dans les détails. On va avoir un objet tronqué dans ce cas exagéré, mais dans des situations moindres, on va perdre tous les détails mal éventés.
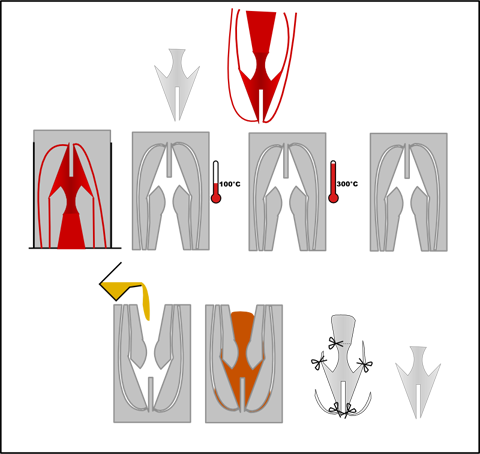
Dans cette situation, qui me semble la plus correcte, on réalise des évents et on ajoute une masselotte (sorte d'entonnoir ou l'on coule le métal). Vous l'aurez compris :
- Les évents servent à laisser passer l'air coincé
- La masselotte sert... sert...
La masselotte sert a placer une forte pression hydrostatique sur le métal en fusion : quand bien même l'air pourrait passer, de part sa tension de surface le métal n'ira pas dans le bout des pointes ! En ajoutant une masselotte, il y a un "poids" de la carotte elle-même qui va "pousser" sur le reste et faire passer le métal dans des endroits où il n'aurait pas été.
De plus, cette masselotte donne une inertie thermique et évite que le métal ne solidifie trop rapidement et bloque le flux.
Pour finir, les impuretés flottent sur le métal, et vont rester au niveau de ce cône.
On va alors obtenir une pièce plus que complète : il va y avoir l'empreinte partielle des évents et de la carotte. Il suffira d'un coup de pince coupante et d'un peu de fraiseuse pour les faire disparaître (le métal n'est pas perdu, il va à la refonte).
On obtient alors notre pièce complète.
Vous remarquerez que les évents ont également permis à la cire d'évacuer là ou elle ne pouvait pas sans.
On conserve quand même l'étape de "brûlage" de la cire parce que de toute façon, comme vous le verrez dans les chapitres détaillés sur la réalisation de moule & de fonte, il faudra porter le moule à plusieurs centaines de degrés.
2.2 Et chez Moi !
J'ai donc fait 2 cires. Piètres réalisations, un peu bâclées car mes 2 "belles" ont été pétées dans le congelo par des pizza ...
Voilà mes "pièces" qui ont été cassées :

Et voilà une des 2 nouvelles (l'autre étant un carré fait rapidement histoire de) :

J'ai donc réalisé, comme vous pouvez le voir sur la photo, une masselotte (mal pensée, j'y reviendrai au résultat) et 2 évents ramifiés.
Couler dans un plâtre comme dans la théorie que j'ai laissé durcir dans la nuit et que j'ai mise à cuire à 100°C, 350°C puis en mode grille pour monter au max du four !
Pensez à bien retourner le moule, gorge de coulé vers le bas !
Moules plâtres en cuisson :

3. La coulée-Etain
Même si je me suis procuré de l'argent fin, il sera pour moi hors de question d'en couler avant de savoir faire une coulée Étain réussi à chaque fois. Cela fera un IV le jour où j'aurais attaquer.
L'étain que j'ai est un 97Sn3Cu, utilisé pour la soudure alimentaire de canalisation.
T°fusion = ~240°C (lampe à brasser/chalumeau/plaque de cuisson)
3.1 Préparation du métal à partir de Brasure d'étain.
La brasure d'étain est pleine de merde, en l’occurrence de flux : il est donc TRÈS important, avant de travailler en alliage ou en pur, de le "purifier" un minimum !
Comment faire ? Rien de plus simple !
On place notre brasure dans un creuset (ne pas prendre un creuset de joaillerie, car le flux pourrirait tout : j'ai utilisé pour l'étain un "creuset" IKEA en céramique) puis on chauffe ce creuset doucement jusqu'à ce que tout fonde DOUCEMENT !
La chauffe doit être douce car si on fond tout ça au chalumeau, le flux va bruler, libérer des fumées irritantes et devenir difficile à retirer.
Du coup, tout fond, le flux, moins dense, se place en périphérie en recouvrant le métal d'un film. Après refroidissement, le flux casse et s’effrite, on peut donc tout retirer au doigt et avec le dos d'une éponge.
Une seconde fonte de la même manière permettra d'éliminer le reste qui aurait pu être retenu dans le métal ainsi que de retirer avec un outils en acier, les impuretés d'oxydation flottant sur le métal.
3.2 Fondre le métal
Pour de gros volume de métal, une casserole en inox et une petite louche inox permettrait de faire ça en intérieur proprement.
Pour nous, l'objectif est d'apprendre à fondre de petite quantité (Argent en premier temps), donc je travail à la lampe à souder professionnelle (fond l'argent)
On place donc notre métal purifié dans le creuset IKEA puis le chauffe à flamme réduite pour ne pas faire éclater la céramique : on place notre moule tout juste sorti du four derrière le creuset pour le faire chauffer avec la flamme résiduelle.
On saisi avec une pince le creuset et on coule le métal doucement et avec précision dans la gorge (masselotte) tout en chauffant le métal au chalumeau.
Le creuset, le métal et le moule ayant reçu la coulée :

3.3 Résultat
Catastrophique... j'ai fait ça précipitamment, j'ai versé le métal à coté car la gorge était trop petite, trop courte, et du coup n'a pas fonctionné correctement (masse et inertie). Voilà donc les résultats :
La Bague :

Si j'ai bien versé le métal au début, j'ai versé à coté, puis arrêté de chauffé, reversé dedans... bref, ça a magistralement foiré !
Le pendentif carré :

Mieux sorti, le pendentif est correctement coulé, mais la cire étant faite à la va-vite pour le principe, j'ai le résultat de ce que je pouvais attendre ^^
Un coup de pince coupante :

On vois cependant qu'au niveau de la gorge de coulé, il y a un manque de volume car le sommet n'est pas droit et reproduit ce que l'on a dit dans la théorie : des coins arrondies faute à la tension de surface.
Mes premières réalisations :

Bien mieux ! Plus soigné, plus de temps, moins de précipitation !
TUTORIEL EN VERSION BETA, JE DÉTAILLERAI LES DIVERS POINTS SOUS PEU !
Autres articles dans la catégorie Bricolage :



Vos réactions (0) :
- Sois le/la premier(e) à commenter cet article !